Многостадийная кислотная обработка призабойной зоны горизонтальных скважин с применением поток отклоняющей технологии

Авторы: А.А. Братцев, ООО «РН-ЦЭПиТР»; А.Н. Горбунов, Н.З. Галлямов, И.Ш. Ахметзянов, АО «РН-Няганьнефтегаз»; Т.И. Синицына ООО «ТННЦ»; М.Ф. Хаматгареев, ООО СК «Максимум»
Ухудшение структуры запасов в сторону трудноизвелкаемых привело к стремительному ежегодному росту количества горизонтальных скважин с МГРП (многостадийный гидравлический разрыв пласта), что позволило вовлечь в разработку новые участки месторождений и значительно повысить их рентабельность. Технологии проведения МГРП очень быстро эволюционировали, начиная с обычных ПВР (прострелочно-взрывных работ) и пакер-пробок, заканчивая растворяющимися муфтами, а также муфтами с возможностью многократных открытий и закрытий. Повторная стимуляция такого рода скважин вызывает значительное количество проблем в части продолжительной подготовки ствола скважин, как следствие удорожание ГТМ (геолого-техническое мероприятие) риски рентабельности. Проведение отчистки призабойной зоны с использованием кислотных составов, порой становиться единственным экономически оптимальным способом восстановления коэффициента продуктивности ГС (горизонтальная скважина).
Восстановление Кпрод (коэффициент продуктивности скважины) в таких скважинах становится отнюдь не тривиальной задачей, т.к. обработать каждый порт отдельно, даже при учете использования ГНКТ (гибкая насосно-компрессорная труба), невозможно без использования технологий отклонения. Если говорить о использовании пакерных систем, то добавляется аналогичная, с проведением повторных ГРП (гидравлический разрыв пласта), проблема– продолжительная и осложненная нормализация ствола скважины, что порой невозможно довести до логического завершения. Если использование пакеров невозможно или экономически нецелесообразно, остается только один вариант, использование химических отклонителей для проведения «слепой» многостадийной ОПЗ (обработка призабойной зоны). Необходимость четкого понимания работающих портов в ГС отсутствует, т.к. даже если бы мы знали какие порты работают лучше, а какие хуже это никак не повлияло бы на дизайн проведения – отсутствие пакера в стволе скважины делает невозможным выборочные обработки. На основании вышеизложенного понятие «слепой» МОПЗ (многостадийная обработка призабойной зоны) не должно никого смущать.
Для целей восстановления продуктивности ГС было принято решение оптимизировать уже действующую технологию отклонения КС (кислотный состав) в наклонно-направленных скважинах, а точнее гуаровый гель с отложенной «сшивкой». Катализатором сшивания является температура, т.е. чем выше температура, тем выше вязкость. При использовании в ННС (наклонно-направленная скважина) необходимо было затрачивать от 3-5 часов на полимеризацию. Использование такого подхода делало невозможным проведение непрерывного многостадийного отклонения. Технология была доработана, в части необходимого времени на полимеризацию, ниже представлен график вязкости отклонителя в зависимости от температуры при скорости сдвига в 100 с-1

Рисунок №1. Вязкость отклонителя (Ps-120) при скорости сдвига в 100 с-1
Основными теоретическими аспектами технологии являются равномерная кислотная обработка всех продуктивных интервалов пласта с использованием поток отклоняющего состава. Технология с потокоотклонителем PS-120 позволяет производить непрерывную многостадийную кислотную обработку призабойной зоны горизонтальных скважин путем подачи сухого агента в поток закачиваемой пресной или технологической воды в скважину, создавая высоковязкую пачку сшитой системы (от 500 сПз) на входе в ПЗП (призабойная зона пласта). Тем самым временно блокируются высокопроницаемые зоны ПЗП и последующая кислотная пачка воздействует на менее проницаемые зоны, увеличивая охват кислотного воздействия на слабодренируемые участки продуктивного пласта. Количество стадий: «кислота – отклонитель – кислота» определяется исходя из количества вскрытых интервалов пласта (портов) в хвостовике скважины с горизонтальным окончанием. Продавка кислотного состава осуществляется до 1-го порта – «носка» горизонтального участка. После реагирования кислотного состава в ПЗП, производится рассеивание продуктов реакции по пласту. Отклонитель в обязательном порядке должен отделяться буферной пачкой до и после стадии кислоты, схематично технология изображена ниже.
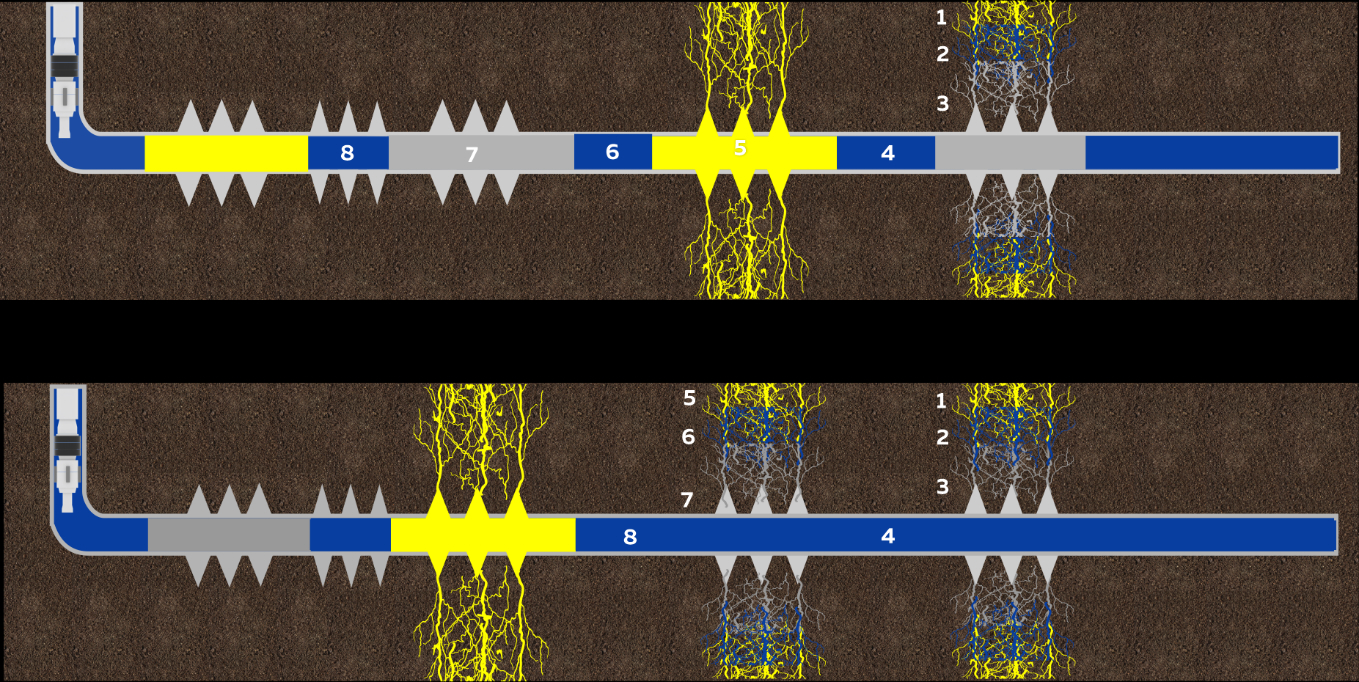
Рисунок №2 – Теоретическое распределение КС в горизонтальном окончании, где 1,5,9 – стадии кислоты, 2,4,6,8 – стадии буферной жидкости, 3,7 – стадии отклонителя
Расход объема отклонителя на стадию было принято рассчитывать исходя из среднего объема порового пространства трещины каждого порта. С учетом того, что закачка производилась с использованием низко-расходных насосных агрегатов, типа СИН-32, итоговый объем отклонителя корректировался по средней эффективности жидкости на каждом порту после Мини-ГРП. В рассматриваемых случаях средняя эффективность жидкости, по пласту была принята за 30%, т.е. объем отклонителя был увеличен в 3 раза. Стоит отметить тот факт, что данный расчет подходит для определения «отправной точки» в вопросе объема отклонителя, если отсутствует накопленный опыт по эффективному использованию технологий отклонения.
В рамках текущей статьи было рассмотрено 10 скважин с горизонтальным окончанием. Кол-во портов — от 6 до 10 штук. Несмотря на то, что разбег в массе проппанта на порт варьируется от 3 до 11 тонн, было принято решение использовать усредненные объемы кислотного состава и отклонителя, 5м3 и 3м3 соответственно. Детальная информация об обработанных скважинах изложена в таблице №1.
Первыми были обработаны скважины №1, 2 и 3. Скважины №2 и №3 изначально глушились с наличием циркуляции и как следствие был зафиксирован роста давления при проведении МОПЗ, что нельзя сказать о скважине №1 – глушилась без выхода циркуляции и при проведении ОПЗ добиться положительного давления на устье скважины не удалось. Итоговая эффективность данным скважинам измерялась по приросту коэффициента продуктивности. Были получены следующие результаты:
— Скважине №1 запущена с достижением проектных параметров (+101% к остановочному Кпрод)
— Скважина №2 запущена с достижением проектных параметров (+159% к остановочному Кпрод)
— Скважина №3 запущена с достижением проектных параметров (+271% к остановочному Кпрод)
С учетом того, что по скважине №1 была отмечена самая низкая эффективность из трех скважин и положительного давления на устье не удалось добиться, было принято решение спустить глубинный манометр на скважине №4 (глушилась без выхода циркуляции) для подтверждения работы отклонителя. При проведении МОПЗ на скважине №4 положительного давления на устье скважины добиться не получилось, но по данным с глубинного манометра факт отклонения был подтвержден (явно выраженные скачки забойного давления, при входе отклонителя в интервалы портов на фоне общего растущего тренда забойного давления). Интерпретация данных с глубинного манометра представлена на рисунке №3.
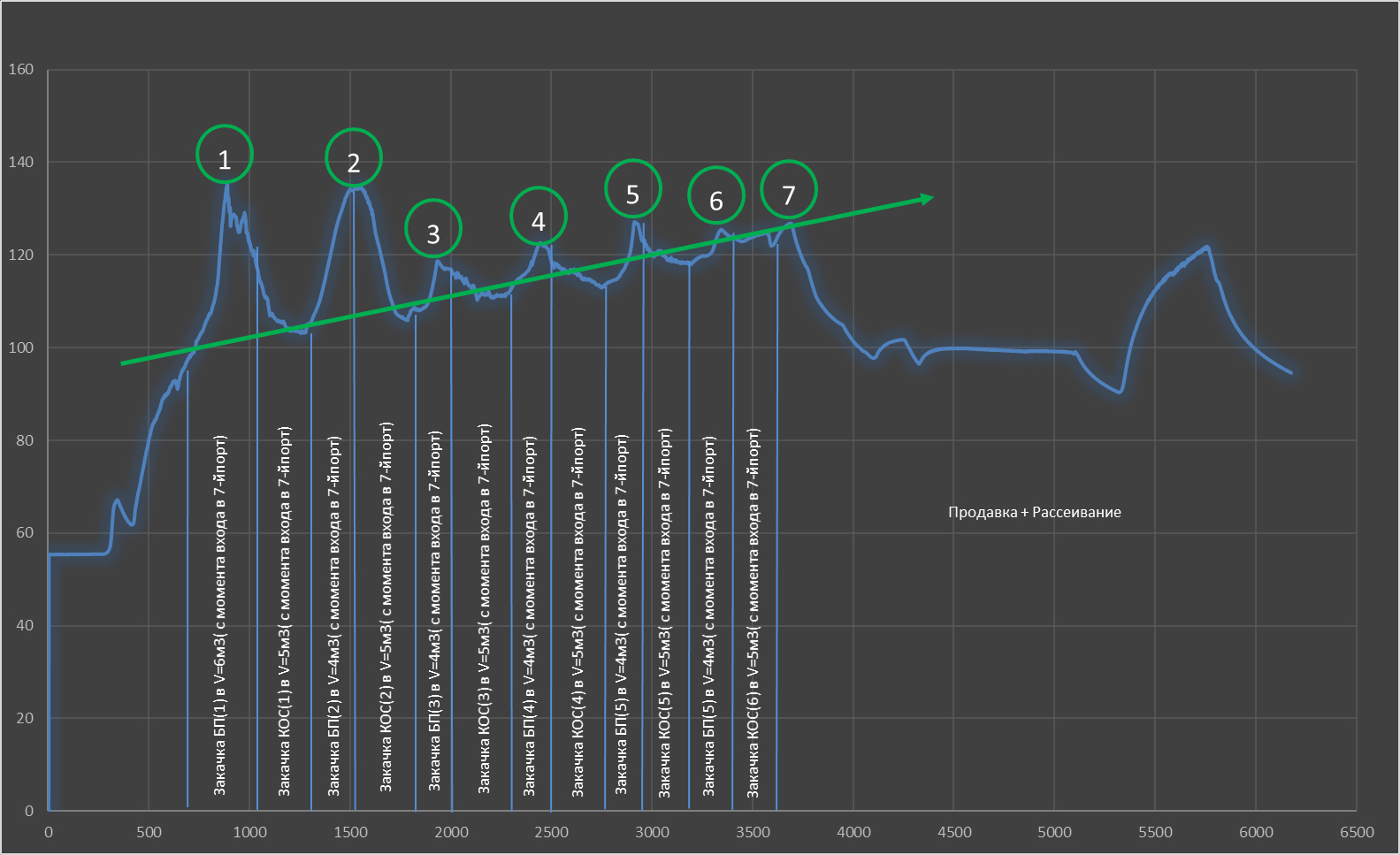
Рисунок №3. Показания с забойного датчика при МОПЗ на скважине № 4, где БП – блок пачка(отклонитель), КОС – кислотно-органический состав
Дизайн МОПЗ на скважине №4 отличался от предыдущих. Первой стадией был закачен отклонитель в объеме 6м3, последующие стадии были по 4м3. Объем кислотного состава на стадию составил 5м3.
— Скважина №4 запущена с не достижением проектных параметров (+61% к остановочному Кпрод). Причина не достижения плановой эффективности – низкое пластовое давление (для расчета принималось в 125атм, по факту ГДИС (гидродинамические исследования скважин) после МОПЗ – 65 атм). Стоит отметить тот факт, что даже при условии катастрофически низкого пластового давления был получен эффект, который подтверждается приростом Кпрод. Технологический эффект подтверждается результатами забойного датчика – растущий тренд забойного давления).
— Скважина №5 запущена с не достижением проектных параметров (+33% к остановочному Кпрод). При проведении работ на данной скважине были получены высокие давления закачки, выше 100атм, также наблюдались осложнения в части негерметичности пакера. После запуска скважины в работу были проведены ГДИС, что подтвердило расчетные значения пластового давления. Таким образом можно сделать вывод, что возможной причиной низкой эффективности скважины стало частичное пересыпание забоя проппантом после МГРП.
— Скважина №6 запущена с достижением проектных параметров по жидкости (+87% к остановочному Кпрод). Рост обводненности на 2-3% от плановой не позволил достичь плановых параметров по добыче нефти
— Скважина №7 запущена с достижением проектных параметров (+329% к остановочному Кпрод). Стоит отметить тот факт, что скважина готовилась к повторному многостадийному ГРП, но работы не были проведены. Итого скважина «простояла» 9 месяцев.
— Скважина №8 запущена с достижением проектных параметров (+328% к остановочному Кпрод)
— Скважина №9 запущена с достижением проектных параметров (+68% к остановочному Кпрод)
— Скважина №10 запущена с достижением проектных параметров (+232% к остановочному Кпрод)
Общие результаты эффективности по рассмотренным скважинам представлены в таблице №2.

Таблица №2. Эффективность проведенных МОПЗ
Для подтверждения эффективности методики расчета объема отклонителя на стадию, были проведены аналогичные работы в другом обществе группы. Скважина также имеет горизонтальный участок с 8-ю портами, в каждый порт при МГРП было закачено по 30 тонн проппанта, средняя эффективность жидкости по портам составила 80%. В качестве отклонителя использовалась обратная эмульсия с вязкостью 500-600 сПз при скорости сдвига в 170с-1. План работ предусматривал 2-е стадии отклонения по 6м3 каждая, объем кислотного состава на стадию составил 7м3 (итого было три стадии кислоты, последняя в двойном объеме). По техническим причинам невозможно было приготовить необходимый объем эмульсии для обработки всех 8-и портов. Скважина запущена с достижением плановых параметров (+228% к остановочному Кпрод). Для подтверждения технологической эффективности отклонения, был спущен забойный датчик. Интерпретация данных забойного датчика представлена на рисунке №4 ниже.
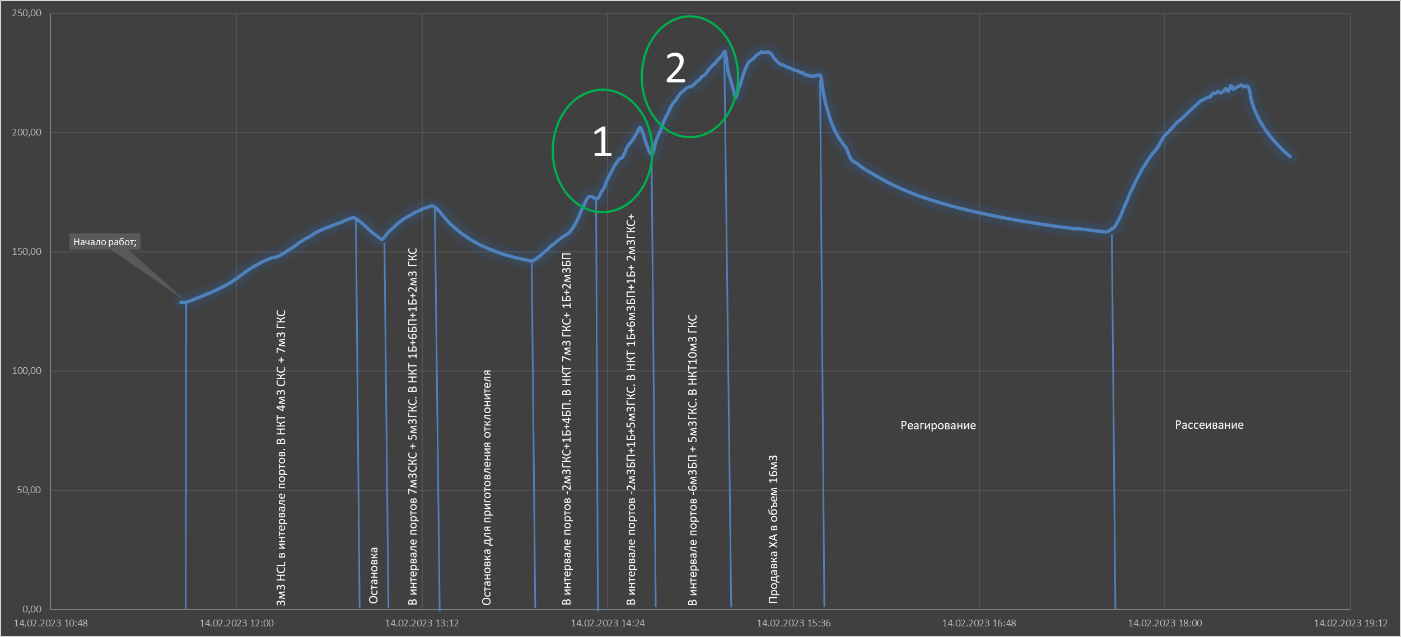
Рисунок №4 – Показания забойного датчика при закачке двух стадий эмульсионного отклонителя, где БП – блок пачка (отклонитель); СКС – соляно-кислотный состав; ГКС – глино-кислотный состав; Б – буфер; ХА – хлорид аммония (4%)
По результатам проведенных работ на 10 скважинах можно сказать о высокой эффективности рассматриваемой технологии, как в части достижения плановых параметров добычи жидкости и нефти, так и в части технологической успешности применяемого отклонителя и методики расчета необходимого объема на стадию, подтверждаемой показаниями забойных датчиков. Но так или иначе можно выделить сверхуспешные скважины из общего перечня. Наибольшие приросты коэффициента продуктивности зафиксированы на скважинах с наличием прироста забойного давления от остановочного, при учете того, что пластовое давление подтверждается на уровне расчетного.

Рисунок №5 – Сверхуспешные скважины
Сравнительный многофакторный анализ геолого-технической информации по скважинам (нахождение в осложненном фонде, пластовое давление, технологические режимы работы), а также параметров проведения первичной стимуляции скважины – МГРП (параметры трещины, эффективность жидкости, как масса/объем закаченного проппанта/геля, параметры трещины, наличие пропущенных портов и т.д.) не выявил корреляционных зависимостей. Поэтому было принято решение проанализировать достижение запланированных параметров запуска скважин после МГРП, т.е. плановые коэффициента продуктивности. По результатам анализа была выявлена определенная закономерность — на скважинах с не достижением плановых параметров запуска после МГРП наблюдается сверхуспешность, что также подтверждается ростом коэффициента продуктивности после МОПЗ выше чем после МГРП. Данная закономерность предположительно говорит о некачественно проведенном МГРП, сравнительная гистограмма приложена ниже.

Рисунок №6 – Сравнение Кпрод после МГРП и МОПЗ
На основании вышеизложенного была проведена проверка качества проведенных работ по МГРП на рассматриваемых скважинах, а точнее проверялась корректность подачи жидких реагентов во время проведения работ. Выявлены следующие отклонения:
— По скважине №1 сбой в подаче деэмульгатора на 2,3,4,5,6 портах (всего 7 портов)
— По скважине №2 сбой в подаче брейкера на 2,3,4,5,6,7 портах (всего 7 портов)
— По скважине №3 отклонений в подаче химреагентов не выявлено
— По скважине №4 сбой в подаче брейкера на 3,4,5,6 портах (всего 7 портов)
— По скважине №5 отклонений в подаче химреагентов не выявлено (всего 8 портов)
— По скважине №6 незначительные скачки в подаче брейкера при ГРП на 3 и 4 портах (всего 6 портов)
— По скважине №7 с 1 по 6 порт выявлен долгий выход брейкера в режим + отсутствие брейкера на стадии подушки (всего 7 портов)
— По скважине №8 выявлен сбой в подаче деэмульгатора на 2,6 и 7 портах (всего 7 портов)
— По скважине №9 сбой в подаче активатора брейкера на 5-м и 7-м портах (всего 10 портов)
— По скважине №10 сбой в подаче брейкера по всем портам (всего 7 портов)
Результаты проведенного анализа качества выполненных работ по МГРП коррелируется с сверхуспешными скважинами, что подтверждает дополнительное загрязнение ПЗП во время первичной стимуляции и в обязательном порядке должно учитываться при выборе скважин кандидатов
Выводы:
- Предлагаемая технология МОПЗ позволяет закачивать необходимое кол-во стадий отклонителя без привлечения специальной техники для смешения, дополнительного емкостного парка и значительных временных затрат.
- Технология позволяет стимулировать ГС с любым типом хвостовиков, по причине отсутствия необходимости нормализовывать проходное сечение для спуска пакера
- Отклонитель имеет стабильную вязкость при скорости сдвига в 100 с-1 и пластовой температуре
- Методика расчета объема отклонителя на стадию подтверждена показаниями забойных датчиков, полученных при проведении МОПЗ в двух разных обществах компании.
- Технология МОПЗ показала свою высокую эффективность — 80% скважин достигли плановых запускных параметров. Низкая эффективность по 2 скважинам (20%) понятна, объяснима и не связана с технологией проведения работ.
- При выборе скважин кандидатов в обязательном порядке должен проводиться многофакторный анализ ранее выполненных работ для определения причин загрязнения ПЗП и получения максимального эффекта