ПАО «Татнефть»: Внедрение нового «калибра» ШГН на скважине НГДУ «Елховнефть»
Pазвитие технологий добычи нефти зависит от качества и объема внедрения новейших достижений ТЭК в промышленное производство непосредственно на месторождении. Но перед внедрением необходимо испытать и доказать эффективность технологий на стадии выполнения опытно-промышленных испытаний (ОПИ). Среди значительного количества работ, проводимых специалистами Производственного отдела добычи нефти и газа одним из самых ярких, в 2017 году, стало внедрение штангового глубинного насоса с промежуточным диаметром плунжера, равным 50 мм.
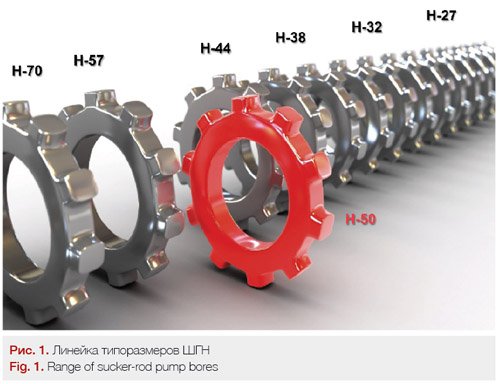
Чем же особенен этот типоразмер? Привычная всем линейка насосов ШГН характеризуется дискретностью в диаметрах плунжера 5-6 мм (рис. 1). При этом из стандартного ряда незаслуженно выпал насос с «промежуточном» диаметром плунжера – 50 мм, порой столь необходимый для технологических нужд. Осознание данного факта и подтолкнуло специалистов НГДУ «Елховнефть» на идею разработки и испытания насоса нового «калибра».
Среди всего многообразия способов эксплуатации, применяемых в процессе нефтедобычи наиболее распространенным для условий ПАО «Татнефть» являются установки ШГН. До настоящего времени существовало 2 традиционных решения по добыче жидкости объёмом до 40 м3/сут – это применение 57-го насоса в паре с обычным станком-качалкой, либо внедрение 44-го насоса с большей линейной скоростью откачки. При этом каждое из решений не лишено серьезных недостатков. С чем это же это связано?
1) ШГН-57 имеет ограничения по глубине спуска, в связи с высокими гидростатическими нагрузками столба жидкости, приводящими к перегрузу глубинно-насосного и наземного оборудования, в связи с чем его применение осуществимо не для всех условий. К тому же эксплуатация глубоких скважин с данным насосом сопряжена с дополнительными расходами на приобретение упрочненных насосных штанг и наземных приводов большей грузоподъемности. А все эти факторы в совокупности обуславливают и низкую энергоэффективность представленного варианта.
2) Охватить требуемый диапазон дебитов возможно и с внедрением ШГН-44. При этом эксплуатация становится возможна в двух случаях – за счет увеличения числа качаний или длины хода привода. В первом случае – это запредельное число качаний, являющееся, как известно из промыслового опыта негативным фактором с технической, технологической и энергетической точек зрения. Эксплуатация же длинноходового оборудования, хоть и является исходя из техники и технологии добычи нефти благоприятной, тем не менее в условиях ПАО «Татнефть», обладающей многотысячным парком станков-качалок, становится менее рентабельной.
Исходя из изложенного, стало очевидно, что необходима разработка недорого оборудования сочетающего в себе положительные стороны каждого из представленных вариантов, позволяющего гибко регулировать отбор как в большую, так и в меньшую стороны и нивелировать погрешности в определении добывных возможностей скважины. Перед производителем нефтепромыслового оборудования – заводом ООО «ЭЛКАМ» была поставлена задача разработать насос «промежуточного» типоразмера с диаметром плунжера 50 мм и впервые для российских нефтедобывающих компаний подобное оборудование было изготовлено.

Согласно программы экспериментальных работ в 2017 году на добывающей скважине НГДУ «Елховнефть» ПАО «Татнефть» был внедрен насос 25-200-RWAM-18-4. Целями испытаний являлась проверка надежности, экономической и технологической эффективности насоса. В ходе опытно-промышленных испытаний оценивался целый комплекс параметров: нагрузки на наземный привод, загруженность штанговой колонны, изменение дебита скважины, удельное потребление электроэнергии, надежность оборудования.
За период ОПИ насос 25-200-RWAM доказал соответствие заявленным техническим характеристикам. Отказов за период наблюдения не происходило.
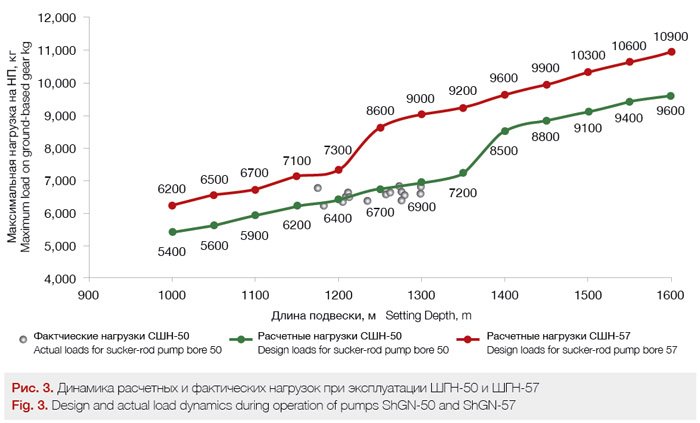
Среди полученных в рамках испытаний результатов стоит отметить возможность увеличения глубины подвески почти на 150м в сравнении с насосами с диаметром плунжера 57мм с сохранением типоразмера наземного привода. А при технических и (или) технологических ограничениях внедрения ШГН-57 новый насос способен обеспечить и дополнительную добычу нефти за счет увеличения глубины подвески.
Стоит обратить внимание и на исполнение насоса. В связи с необходимостью сокращения затрат на проведение подземных ремонтов, а также повышения надежности резьбовых соединений НКТ в условиях ПАО «Татнефть» на сегодняшний день реализуется масштабная программа по организации текущих ремонтов по замене отказавших ШГН, ликвидации обрывов, отворотов насосных штанг без подъема колонны насосно-компрессорных труб. Оптимальный диаметр и вставная тонкостенная конструкция ШГН-50 отвечает новым требованиям, позволяя осуществлять его эксплуатацию в насосно-компрессорных трубах с условным диаметром 73 мм, что обеспечивает его взаимозаменяемость с насосами меньшего типоразмера.
Как уже отмечалось выше, режим откачки тесно связан с энергоэффективностью УШГН. В связи с тем, что ранее диапазон дебитов от 30 до 40 м3/сут не был охвачен «своим» типоразмером насоса за это приходилось платить большим удельным энергопотреблением. Сопоставление с ШГН-44 при проведении промысловых испытаний, подтвердили данный тезис, позволив нам соптимизировать суточное потребление на 9,5% при идентичных дебитах.
В целом, по результатам проведенных испытаний, насос 25-200-RWAM-18-4 как самостоятельный типоразмер показал технологическую эффективность в совокупности с экономической привлекательностью, на основании чего был оценен потенциальный фонд по Компании в целом, который составил не менее 5% от всего фонда УШГН.
Наряду с активной позицией руководства Компании по совершенствованию техники и технологии добычи нефти и газа, немаловажную роль играет и творческий подход специалистов к решению непростых задач, именно таким качеством и обладает коллектив Производственного отдела по добыче нефти и газа НГДУ «Елховнефть».
Реналь Исламов, начальник Производственного отдела по добыче нефти и газа, НГДУ «Елховнефть» ПАО «Татнефть»
Ленар Миникаев, руководитель гр.ТТДН Производственного отдела по добыче нефти и газа, НГДУ «Елховнефть» ПАО «Татнефть»
Марат Тимерзянов, ведущий инженер-технолог гр.ТТДН Производственного отдела по добыче нефти и газа, НГДУ «Елховнефть» ПАО «Татнефть»
Ленар Каримов, ведущий инженер-технолог гр.ТТДН Производственного отдела по добыче нефти и газа, НГДУ «Елховнефть» ПАО «Татнефть»